棒材冷床乱钢与头尾弯钢现象分析及楔横轧件性能优化
1. 引言
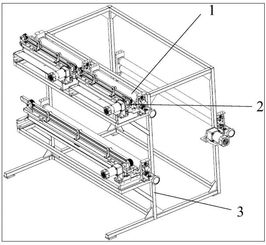
在棒材生产过程中,冷床是冷却和定尺的重要环节。乱钢和头尾弯钢现象常影响产品质量与生产效率。本文分析这些问题的成因,并探讨楔横轧件的性能优化策略。
2. 乱钢现象分析
乱钢是指棒材在冷床上排列不规则,导致堆叠、刮伤或变形。主要原因包括:
- 冷却不均:冷却速率差异导致热应力分布不均匀。
- 传送机构问题:辊道速度不一致或对齐不良。
- 棒材初始状态:如轧制残余应力或几何尺寸偏差。
乱钢不仅影响表面质量,还可能导致后续加工困难。
3. 头尾弯钢现象分析
头尾弯钢表现为棒材两端出现弯曲,常见于长材产品。成因涉及:
- 温度梯度:头尾冷却速度过快,产生收缩应力。
- 轧制工艺缺陷:如张力控制不当或轧辊磨损。
- 冷床设计:支撑点不合理或冷却气流不均匀。
此现象会降低尺寸精度,增加矫直工序负担。
4. 楔横轧件性能优化
楔横轧是一种高效成形工艺,用于生产阶梯轴等零件。针对乱钢和弯钢问题,优化措施包括:
- 工艺参数调整:控制轧制温度、速度和变形量,减少残余应力。
- 模具设计改进:优化楔形角度和轮廓,确保均匀变形。
- 冷却系统优化:采用分段冷却或风冷系统,避免局部过热。
- 自动化控制:引入传感器和PLC系统,实时监控棒材位置和形状。
通过综合优化,可提升楔横轧件的尺寸稳定性、表面质量和生产效率。
5. 结论
乱钢和头尾弯钢是棒材冷床生产中的关键问题,需从工艺、设备和材料多角度解决。结合楔横轧技术优化,能有效减少缺陷,提高产品性能。未来,可进一步研究智能控制与预测维护,推动行业高质量发展。
如若转载,请注明出处:http://www.yantaiguangxing.com/product/23.html
更新时间:2025-11-29 16:03:46